Schneider Electric, a huge multinational corporation, specializes in world-class power and control products, through its excellent brands, Merlin Gerin, Square D, and Telemecanique, that fulfill customers’ requirements in the residential, building, industry, energy, and infrastructure markets. When the specialist in process improvement at Schneider Electric first used Laser Design’s Surveyor DS laser scanning system, he expected to acquire clean, accurate scan data, and his expectations were more than met. What he didn’t expect was being able to use the same scan data in many ways, from design and first article inspection to functional forensics and even training, saving his company both time and money in the process.
Using the Laser Design line-range 3D laser scanner the process improvement specialist was able to take a part, scan it into a CAD file, edit the data, and create a better part. However, he didn’t realize until he was deep into the process just how many other ways he would be able to use the data sets he collected. “Depending on what the user needs, one scan can be used in many ways. All the 3D data is available after the initial scanning process without making additional scans. Think ‘One to Many’ as the key concept.”
The Laser Design DS-Series scanning systems project a line of laser light onto surfaces while cameras continuously triangulate the changing distance and profile of the laser line as it sweeps along. Problems of missing data on an irregularly shaped or hollowed out surface are eliminated. The system measures fine details and captures complex free form geometry so that the object can be exactly replicated. Laser scanners quickly measure articles, picking up tens of thousands of points per second, and generating huge numbers of data points without the need for templates or fixtures.
With the versatility of the Laser Design 3D laser scanning system and portability of laser scanning data, companies like Schneider Electric can design anywhere, build anywhere, and qualify anywhere.
1.Design and Engineering
The first and most widespread application of scan data is in Design and Engineering for new product development, legacy product recreation, and process analysis.
New Product Development:Part shapes are designed and then modeled in a pliable material such as clay or foam. The prototype model is scanned to create actual CAD data. From there the design engineer imports the data into Pro-E for prototype validation, to run analyses on the design, and to tweak the design without having to use more physical models.
Legacy Product Verification and Recreation: Scanning is also used in an “art-to-part” process of legacy part modeling, using the original drawing of the part added to the point cloud of new scan data from scanning the existing part. Using the actual part as a reference along with the scan data analysis, a new parametric Pro-E model is created.
Process Analysis:With the abundance of 3D data from the laser scanner the engineer can develop and validate processes such as twist and warp, wall thickness, and form analysis with Geometric Dimensioning and Tolerancing (GD&T). GD&T defines the nominal or as-intended geometry of parts and assemblies, so that the allowable variation in form and size of features, and orientation of features can be determined.
2. First Article Inspection Report (FAIR)
Another typical application for using the scan data is in the First Article Inspection Report (FAIR).
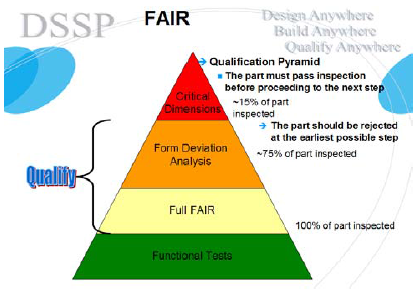
First Article Inspection Reporting (FAIR) is a gradual process that detects critical, major, and minor flaws in a part as it nears the end of the development cycle. Even before a FAIR is performed on a part nearing production, the usefulness and correctness of the part need to be determined. A very quick “pre-inspection” using Geomagic Qualify Review validates the form analysis of parts before detailed measurements are taken on the first article. This assures that the tooling is creating the desired shape and features and that they are all in the right place, a step that can prevent wasting time and money on a worthless part.
 Once the part is pre-inspected and the basic form is validated, the detailed FAIR commences. Conventional first article drawings contain hundreds of dimensions. In order to check them all for accuracy a touch-probe would have to measure each and every dimension on the physical part and compare it to the drawing, a process that would take days on a simple part and much longer, weeks or months, on a part with complicated or irregular geometry.
Once the part is pre-inspected and the basic form is validated, the detailed FAIR commences. Conventional first article drawings contain hundreds of dimensions. In order to check them all for accuracy a touch-probe would have to measure each and every dimension on the physical part and compare it to the drawing, a process that would take days on a simple part and much longer, weeks or months, on a part with complicated or irregular geometry.
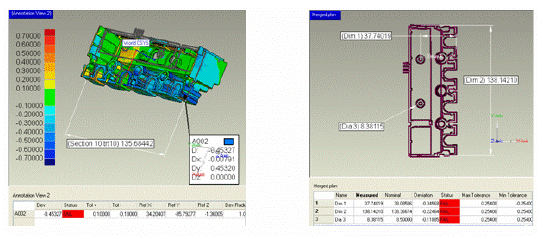
For example, imagine a conventional first article drawing with 711 dimensions. If the first article has only two dimensions out of tolerance, tremendous time and man- power resources could be wasted in measuring the whole part with conventional touch- or single-point scanning methods trying to determine where those two problem areas are located. Using the original scan data to create a FAIR shows how every physical dimension stacks up against the CAD model.
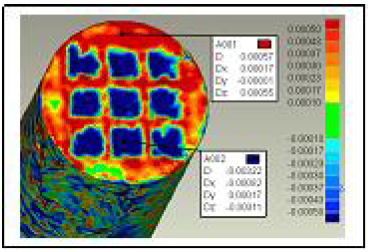
The Digital Shape Sampling Process (DSSP) with line-laser scan data from a part of any type, shape, or size, which is usually collected in a matter of minutes, generates a color-coded report in Qualify Review showing exactly where the part is out of tolerance and by how much. Color-coded FAIRs make it possible to incrementally modify a part and preserve an archive of historical 3D images of each revision allowing for evolutionary comparisons. The FAIR process can be automated with pre-set critical dimensions that generate a Pass/Fail result, so that faulty parts are rejected at the earliest possible step. Once the part passes inspection, it proceeds to the next step in the manufacturing process. With laser scanning, engineers are assured that the whole part is within acceptable tolerances instead of a much smaller percentage of the part that is possible with touch-probe technologies or slower and less accurate lasers. The report images can display, for example, only the critical dimensions or the dimensions to be evaluated for Capability Studies which are the next application we will examine.
3. Capability Studies
Diving into more detail than the FAIRs are Capability Studies, which examine complicated geometric aspects of a part such as multiple cavities.
When evaluating a part that will be used in production, several incremental steps are taken by different departments in the process. Capability Studies are usually automated where parameters of tolerance intervals are defined and then applied to all the samples examined. A typical part will use line-laser scan files to conduct checks usually in the following sequence:
A. Form Analysis:The owner or originator of the part, usually the Engineering Department, will do a simple comparative scan of a pre-production part to assure that the part meets global tolerance requirements and has no missing features or errors in the overall part.
 B. Optimization:During the same timeframe, the Production Department, whose job it is to make the production process predictable and repeatable, will review comparative scans and share the findings with the entity actually doing the manufacture of the part. Many times the tooling is dimensionally correct but due to various process parameters, the final geometry of the part has been changed. This is valuable information for optimizing the manufacturing process.
B. Optimization:During the same timeframe, the Production Department, whose job it is to make the production process predictable and repeatable, will review comparative scans and share the findings with the entity actually doing the manufacture of the part. Many times the tooling is dimensionally correct but due to various process parameters, the final geometry of the part has been changed. This is valuable information for optimizing the manufacturing process.
C. Tool Wear:The Production Department will frequently scan the actual tooling rather than the part to establishbaseline dimensions of a completed tool and do subsequent scans to observe any tool wear which may effect the parts being produced.
D. Trend Analysis: Once part production has been approved after the above steps, a random sampling of production grade parts is scanned. This starts the FAIR process. Individual company’s Qualification Guidelines determine the number of parts it qualifies; it may be 1, 5 or even 30 parts. Each part is laser scanned and the same analysis is done on each sample using the automation capability in GeoMagic Qualify. This assures that the same measurement was made on each sample in the same place with the same datum alignment with the reference part (CAD model).
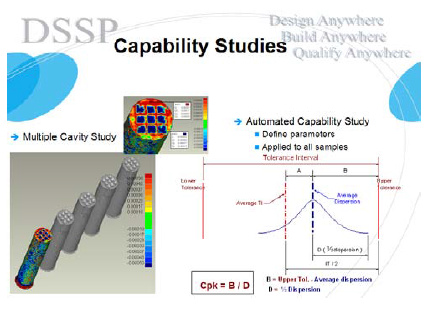 The statistical result of the dimensional study done by the animation, known as Trend Analysis, is communicated with the term Cp/Cpk (Process Capability/Process Capability Index). The Process Capability (Cp) is a simple indicator of process capability, whereas the Process Capability Index (Cpk) is an adjustment of the Process Capability for the effect of non-centered distribution. In other words, the capability refers to the correctness of the process as well as of the geometry. The percentage portrays how the part conforms to the dimensions and the ability of the process to deliver a correct part.
The statistical result of the dimensional study done by the animation, known as Trend Analysis, is communicated with the term Cp/Cpk (Process Capability/Process Capability Index). The Process Capability (Cp) is a simple indicator of process capability, whereas the Process Capability Index (Cpk) is an adjustment of the Process Capability for the effect of non-centered distribution. In other words, the capability refers to the correctness of the process as well as of the geometry. The percentage portrays how the part conforms to the dimensions and the ability of the process to deliver a correct part.
E. Testing: In certain instances, the scan may be turned into a polygon model and the resulting model used in computer simulations such as Mold Flow, CFD, or stress analysis programs.
4. Tool Validation
Scan data can be used for Tool Validation processes such as Tool/Part Evolution Analysis and Tool Analysis.
In any manufacturing process tooling is needed to create parts and/or certain features of parts. Injection molding tools are often validated with laser scanning, as are punch dies and compression tools. Non-contact laser scanning is the ideal method to check the accuracy of the whole mold or die. Undercuts and negative geometry do not pose problems in gathering complete data sets. In the Capability Study described above, a tool may be scanned for wear. However, in the Tool Validation application, the focus is on making sure each tool involved is dimensionally accurate and stays that way. In a Tool Analysis, the scan can be used to predict tool wear; in a tool/part evolution analysis, the scan aids in repairing, maintaining, or changing out tools to keep the parts dimensionally correct.
5. Reverse Engineering
Reverse Engineering is a versatile, many-pronged use of scan data.
Occasionally a part exists for which a 2D drawing is available but no 3D CAD model. In this case, the actual reference part is laser scanned and the 3D data obtained is compared to the CAD model made from the drawing. The extracted data is used to construct the features in Pro-Engineer. In effect, an inspection of the physical part is conducted as defined by the drawing, replacing missing documentation. In addition, scan data from physical parts can be used to compare different versions of the parts or the same part made from different materials to determine what deviations, if any, occur when non-geometric elements are modified. The first scan of a production part can also be used as the “gold standard” against which all future parts areevaluated. This practice verifies that dimensional drift events do not impact the integrity of the part’s geometry.
6. Last Article Inspection Report (LAIR)
Another application for using the scan data is in Last Article Inspection Reports (LAIR).
In addition to scanning first articles to make sure they are in spec through the manufacturing process, laser scanning can also be performed on last articles. With this LAIR scan, engineers can compare the old part to the new part, making sure that every item, first to last is within the required specifications and meets quality standards. When manufacturing processes change, speedy re-qualification of the accuracy is required so that the system can return to production as soon as possible. Changes could include a tool changeover, a tool move, a supplier change, a material change, or the speed of the manufacturing process. The software creates reports to identify and analyze only what changed in the part. The drawing can display only critical dimensions or all dimensions to be evaluated for other studies. The LAIR can determine a go/no-go status and make part-to-part comparisons.
7. Functional Forensics
Laser scan data can also be used in Functional Forensics.
Industrial components require regular nondestructive in-service testing to detect damage that is hard to uncover by normal inspection procedures, for example cracks or corrosion in industrial pipes or defects in aircraft shells. And sometimes parts fail, both under test conditions and in the real world, and engineers must determine the reason for the failure.
 Nondestructive Post-Functional Testing Analysis:
Nondestructive Post-Functional Testing Analysis:
Laser scanning allows engineers to perform post-functional testing analyses maintaining the exact condition of the part when it failed to determine the cause. Non-contact laser scanning takes place in situ, with nothing disturbed. Measurements are extremely accurate, so that even minute variations are documented. The scan data is detailed as well, providing a complete picture of the entire scene. In addition to laser scanning, computed tomography and 3D x-rays are used to create another type of picture, for example, of a sealed case, when data might be lost or corrupted by more invasive techniques. The case remains sealed and none of the “evidence” is moved or possibly corrupted.
Full Assembly Geometry Verification:
Functional testing can also be used to verity full-assembly geometry of parts. Sometimes assembled parts will perform correctly even though they may be somewhat out of the ideal tolerance. 3D laser scanning determines whether tolerances can be loosened and made easier to achieve, and still be acceptable to the functionality of the assembly.
8. Customized Training
Users of different levels who require varying degrees of expertise with the scanning technology and software allow businesses to create a multilevel training program.
Again, one data set serves many purposes, so scan hardware and software training is tailored to each user group’s needs. The tiers of training include the super user group, mainly engineers, who performs the laser scans, and teaches and uses the entire suite of Geomagic software; the middle-level user group who creates scan data but does not manipulate it; and the business user who is basically everyone who will see a scan analysis. Qualify Review training suffices for the last group since they do not create data, but only use in formation extracted into a report to illustrate various scan cases.
Benefits of One – To – Many Uses of 3D Laser Scan Data
When 3D laser scanning can take on so many roles its value is enormous to its user. Schneider Electric’s process improvement specialist brought the value of the Laser Design scanning system to the processes he was responsible for and reaped the rewards in shorter lead times, better accuracies, and simplicity of operation. He sums up the benefits of 3D laser scanning: “The key to the laser scanning story is understanding that I can make one scan, and depending on what the end users needs, all the pertinent dimensional information is available to them, without having to make any additional scans. I personally think it is a great story.”