
 3D Scanning Systems & Services
3D Scanning Systems & Services3D Scanning Systems

➤ Artec Hand-held 3D Scanners
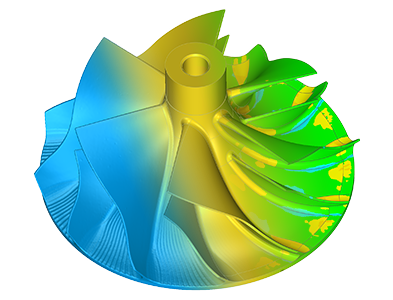
➤ Metrology Grade & CT 3D Scanners
➤ Long-Range Scanners
3D Scanning Services

➤ Industrial Parts Scanning
➤ Terrestrial Long-range Scanning
➤ CT (x-ray) Scanning
Contact us!
Ask a 3D Expert
 There’s no comparison on the level and accuracy of data gathered during 3D scanning which makes it ideally suited for Building Information Modeling.
There’s no comparison on the level and accuracy of data gathered during 3D scanning which makes it ideally suited for Building Information Modeling. Need to make manufacturing design changes but you don’t have parts data and documentation? Our Reverse Engineering services can help!
Need to make manufacturing design changes but you don’t have parts data and documentation? Our Reverse Engineering services can help! The #1 line of hand-held 3D scanners – with prices starting under $10,000! Ideal for computer graphics & animation, 3D body scanning, medical imaging, archival and more!
The #1 line of hand-held 3D scanners – with prices starting under $10,000! Ideal for computer graphics & animation, 3D body scanning, medical imaging, archival and more!